| Fertigungssegmentierung | |||
| Autorin: Burkard Ciolek | Semester: SS 99 | Grundstudium | |
| Handout PDF | |||
Fertigungssegmentierung
mit flexiblen Fertigungszellen bzw. -systemen und teilauton. Arbeitsgruppen
1. Definition und Einordnung von Fertigungssegmentierung:
· In einer weiten Definition versteht man unter Fertigungssegmentierung einen ganzheitlichen, alle Bereiche des Unternehmens umfassenden Organisationsansatz (meist Reorganisation), bei dem Produkte mit ähnlichen Arbeitsverrichtungen räumlich konzentriert, in Gruppenarbeit, in flexiblen Fertigungszellen/-systemen bearbeitet werden, wobei die Gruppe auch Funktionen wie Beschaffung, Qualitätssicherung und Logistik wahrnimmt und eine kontinuierliche Verbesserung der Arbeitsschritte erfolgen soll. Zu diesem Zweck ist eine ganzheitliche Betrachtung der Wertschöpfungskette notwendig. Sechs Definitionsmerkmale umschreiben die Inhalte von Fertigungssegmentierung: Produkt- und Marktorientierung, Realisierung einer neuen Fertigungsstrategie und eines neuen Logistikkonzepts, Einführung neuer Technologien und Standortstrukturierung (z.B. Errichtung von Centern).
· In einer engen Definition versteht man unter Fertigungssegmentierung eine räumliche und organisatorische Zusammenfassung maschineller Anlagen, die eine vollständige Bearbeitung der Teile einer Ablauffamilie durch ein Fertigungssegment (= Fertigungsbereich) ermöglicht. In einer Ablauffamilie werden ähnliche Produktionsabläufe verschiedener Erzeugnistypen und -varianten zusammengefaßt.
·
Im
Synergiemanagement
ist "Fertigungssegmentierung" in Kapitel 3,
Geschäftsprozesse, unter Abschnitt A: "Ziele und Ansätze organisatorischer
Gestaltung" einzuordnen.
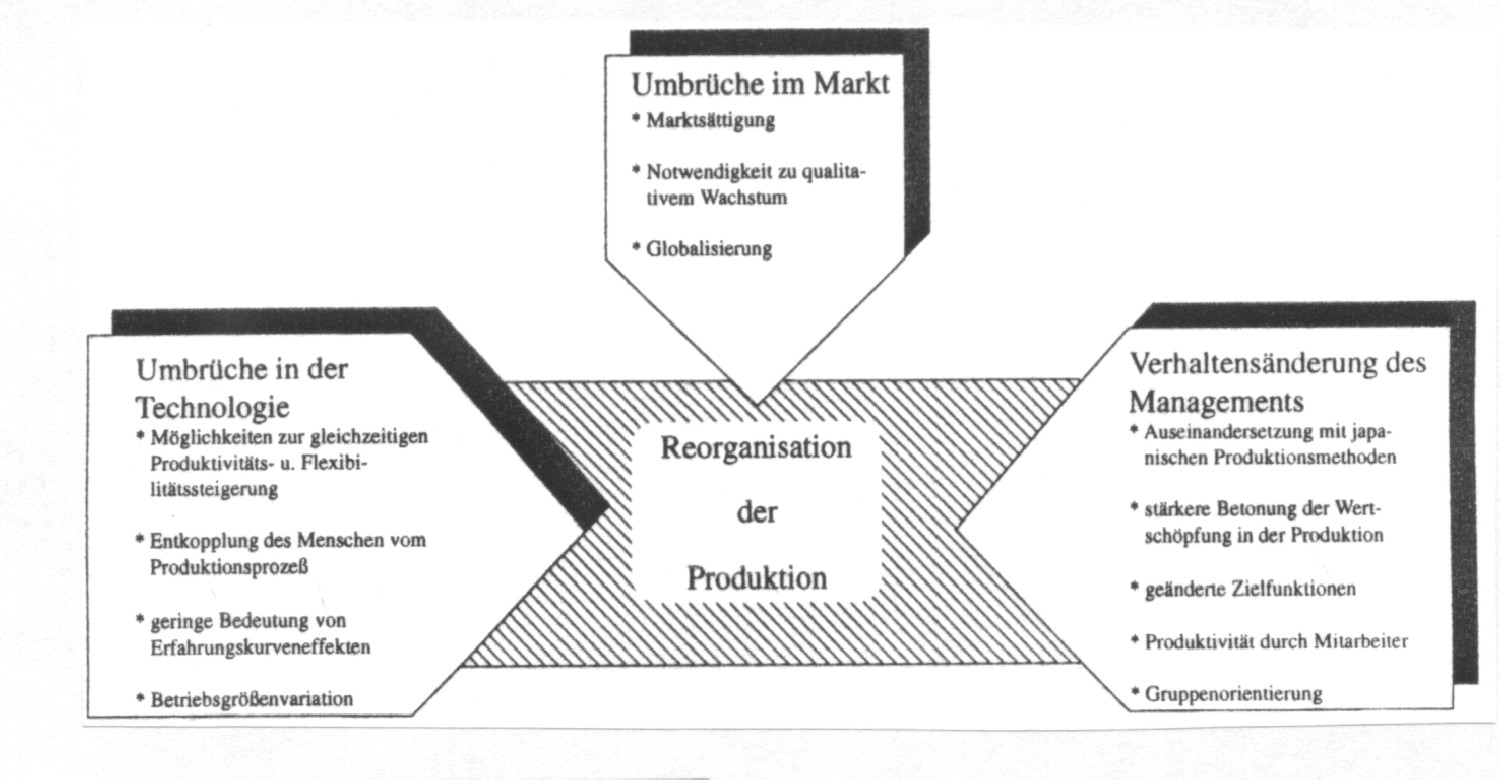
2. Ursachen/Gründe für eine Fertigungssegmentierung:
Abb. 1)
Ursachen für die
Fertigungssegmentierung
(
Wildemann 1994, S. 1)
3. Ziele der Fertigungssegmentierung:
Ziel der Fertigungssegmentierung ist
es, die
Kosten- und Produktivitätsvorteile
der Fließfertigung
mit der hohen
Flexibilität
der Werkstattfertigung zu vereinen.
Man versucht das soge-nannte "Dilemma der Rationalisierung", d.h. daß
eine hohe Produktivität wie bei Großserien (Ursache: Economies
of Scale) und zugleich eine hohe Flexibilität (wie bei der Einzelfertigung)
auszuschließen, zu überwinden. Leitziele sind Kundenorientierung,
Flexibilität, Qualität und Kosteneinsparung. Dabei wird die gesamte
Wertschöpfungskette auf die Bedürfnisse und Wünsche des
Kunden ausgerichtet. Zu diesem Zweck versucht man möglichst einfache
Struk-turen zu schaffen, um mit Planungs-, Informations- und Controllingsystemen
geringer Komple-xität (CAx) diese Ziele zu erreichen. Fröhlich
bezeichnet das als "produktive Flexibilität".
4. Überblick über die wichtigsten flexiblen Fertigungskonzepte:
Flexible Fertigungskonzepte stellen eine hochautomatisierte, rechnergestützte Fertigungs-technologie dar. In ihnen werden mehrere numerisch gesteuerte Bearbeitungsmaschinen durch ein Werkstücktransport- und Speichersystem miteinander verkettet. Die Koordination sämtlicher Elemente im flexiblen Fertigungskonzept erfolgt durch einen Prozeßrechner.
Flexibilität in diesem Zusammenhang bedeutet, möglichst rasch auf Nachfrageänderungen zu reagieren und andere, neue Produkte/Varianten herzustellen. Deshalb müssen die Anlagen mit einem möglichst geringen Umrüstaufwand umgestellt werden können (besonders der Faktor Zeit ist entscheidend, da die Dauer der "production runs" und somit auch die Losgröße gering ist, auf die sich die fixen Rüstkosten verteilen).
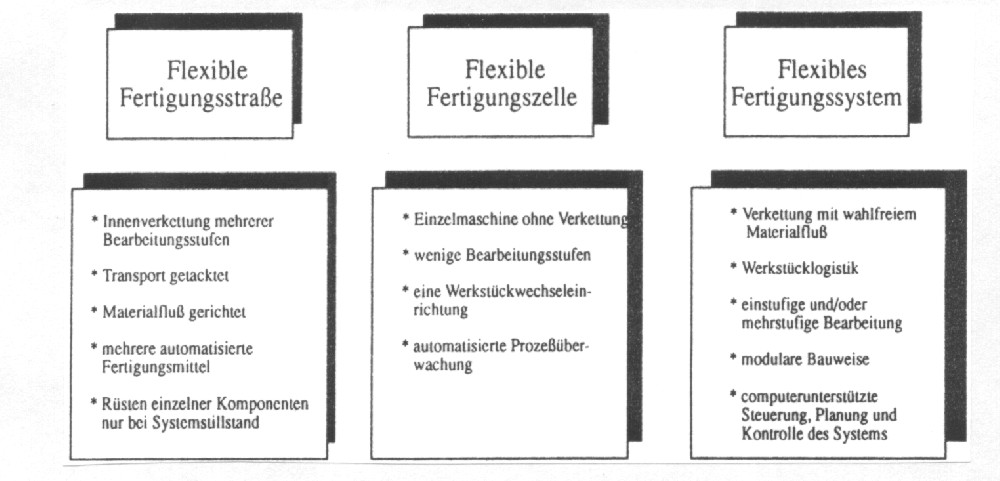
Abb. 2)
Die wichtigsten flexiblen
Fertigungskonzepte
(Wildemann 1994, S. 56)
Neben diesen drei Haupttypen gibt es
noch die Hybrid-Fertigungssysteme, die eine Verbindung von Flexiblem Fertigungssystem
mit einer oder mehreren CNC-Maschinen darstellen. Bei Hybrid-Systemen werden
einige vor- oder nachgelagerte Bearbeitungsstufen aus Kostengrün-den
in das System integriert.
5. Organisatorische Gestaltung der Fertigungssegmentierung
Ziel der organisatorischen Neugestaltung ist es, eine "lernende" Organisation zu schaffen. Es sollen "Fabriken in der Fabrik" entstehen. Die Segmente sollen einen hohen Autonomiegrad besitzen und eigenverantwortlich Produkte oder Teile von Produkten herstellen. In die Segmente werden verschiedene dispositive Funktionen integriert (Planung, Logistik, ...), die von teilautonomen Arbeitsgruppen , oft als Center organisiert, wahrgenommen werden. Zur Anwendung kommen dabei Cost-, Profit-, Investment- und Service-Center.
Im Logistikbereich findet man das
"Just
in Time"
-Konzept in Verbindung mit Push- oder Pull-Modellen (
Kanban
oder MRP
= Material Ressource Management).
6. Einfluß der Segmentierung auf den Personalbereich
Die Einführung von CNC-Maschinen,
die Vergrößerung der Verantwortung und des Aufgabenspektrums
stellten vor allem an die
Qualifikation
der Mitarbeiter höhere
Ansprüche. Zu diesem Zweck müssen nötige Spezialkentnisse
mittels Schulungen und Training "on" und "off" the Job hinzuerworben werden,
damit die Segmentierung und eigenverantwortliche Arbeit gelingt. Zur
Entlohnung
werden
Grundlohn (Tarif-) in Verbindung mit einem Prämiensystem eingesetzt.
7. Beispiele für Segmentierte Unternehmen
Beispiele für erfolgreiche Fertigungssegmentierungen sind SKF (segmentiert nach Produkt--gruppen), Siemens (Einführung eines 24 Std.-Lieferservices), der Brillenhersteller Optyl (Seg-mentierung nach Modellen und Teilefamilien sowie Logistik), der Automobilzulieferer Freudenberg (Segmentierung nach Produktfamilien, Qualitätskontrolle), der Kosmetikhersteller Avon sowie das VW -Werk in Salzgitter (Cost-Center, segmentiert nach Produktfamilien, JIT, Kanban, KVP 2 ). Die Fertigungssegmentierung konzentriert sich dabei nicht nur auf rein technische Produktionsbereiche, sondern wirkt unternehmensübergreifend.
8. Kosten-Nutzen Analyse: Was spricht für/gegen
die Segmentierung
|
Pro-Fertigungssegmentierung: |
Contra-Fertigungssegmentierung: |
| Kürzere Durchlauf- und Rüstzeiten | Bedarf an hochqualifiziertem Personal |
| Qualitätsverbesserung durch Automatisierung | Hohe Investitionskosten in CNC-Maschinen, ... |
| Beschaffung und Produktion auf Abruf | Tiefgreifende Veränderung bestehender Strukturen |
| Erhöhter Variantenreichtum | Aufbau eines Steuerungs- und Informationssystems |
| Höherer Nutzungsgrad (schneller umstellbar) | Hoher Vorbereitungsaufwand (Analysen, ...) |
| Hohe Produkt- und Unternehmensidentifikation | Produktanpassungen notwendig (Baukastensystem) |
| Übersichtliches Produktionssystem | Einzel- und Massenproduktion nur bedingt möglich |
Fröhlich
, F.:
Flexible Automatisierung - Eine Herausforderung für die Werkzeugtechnik.
In:
Neipp, G. / Pfeiffer, W. (Hg.): Strategien der industriellen Fertigungswirt-
schaft. Berlin, 1986, S. 65 ff
Göhren, H.: Werkzeugmaschinen in der Fabrik der Zukunft. In:
Neipp, G. / Pfeiffer, W.
(Hg.): Strategien der industriellen Fertigungswirtschaft. Berlin,
1986, S. 13 ff
Wildemann, H.: Die modulare Fabrik: Kundennahe Produktion durch
Fertigungssegmentie-
rung. 4. Aufl., München, 1994
 Beyer, Horst-Tilo (Hg.): Online-Lehrbuch BWL,
http://www.online-lehrbuch-bwl.de
Beyer, Horst-Tilo (Hg.): Online-Lehrbuch BWL,
http://www.online-lehrbuch-bwl.de